










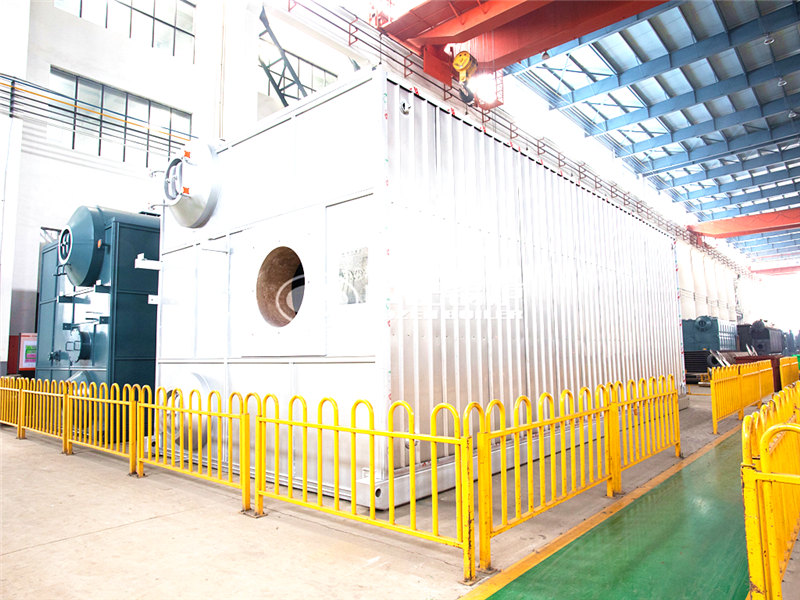
中正WNS系列卧式内燃全湿背燃油/燃气锅炉,烟气流程分为二回程和三回程二种形式。燃料经燃烧器燃烧后形成的火炬充满在全波形炉胆内,并通过炉胆壁传递辐射热,此为第一回程。燃烧产生的高温烟气在回燃室内汇聚,转向进入第二回程,即螺纹烟管管束区,经对流换热后,烟气温度逐渐降低后至前烟箱,二回程锅炉烟气从前烟箱出锅炉本体进入设置在炉顶的节能器和冷凝器,三回程锅炉烟气从前烟箱转向进入第三回程,即光管管束区,随后经后烟箱进入节能器和冷凝器,最后流入烟囱,排入大气,荆州三十吨节能燃气锅炉改造。

炉墙主要间隙允许偏单位mm序号部位允许偏差水冷壁管中心与炉墙表面距离+20-102过热器、省煤器管中心与炉墙表面距离+20-53汽包与炉墙周围间隙+10-54折烟墙与侧墙表面间隙+55砖砌炉墙穿墙部位的受热面管与炉墙间隙+10注由于钢结构和受热面安装的累计偏差致使达不到允许偏差要求时以不影响膨胀为主可使炉墙与管外壁净距适当减少但不得小于5mm。耐火混凝土施工1耐火混凝土施工前应按设计规定的配比制成试块经有资格的检部部门检验符合要求后方允许施工。耐火混凝土在施工中应在现场取样进行常温耐压强度等级和残余抗压强度等级的试验以鉴定施工质量。耐火混凝土配比允许偏差应符合下列要求1水泥和掺和料±2%粗、细骨料±5%耐火混凝土采用的钢筋材质和规格应严格按设备技术文件的规定钢筋和埋入混凝土中的铁件应清除油污及灰渍并涂沥青。
荆州三十吨节能燃气锅炉改造,对焊接的技术要求铝母线气焊采用301#或302#纯铝焊铝焊粉。铜母线气焊可采用201#或202#紫铜焊条铜焊粉或硼砂。为节约材料亦可用废电线芯或废电缆芯线代替焊条但表面应光洁无腐蚀并须擦净油污方可施焊焊口处根据母线规格留出1—5毫米间隙然后由工施焊。焊缝应对口平直不得错口。必须对面焊接焊缝应凸起呈弧形除允许剔掉个别多余的焊瘤外焊缝不得锉平。焊缝不得有裂纹、夹渣、未焊透及咬肉等缺陷。焊完在未冷却前用足量的水洗净焊药。母线的螺栓连接。铜、铝线钻孔尺寸及螺栓规格应相符。母线采用螺栓连接时垫圈应选用专用厚垫圈并必须配齐弹簧垫。螺栓、垫圈及弹簧垫必须用镀锌件。螺栓长度应考虑在螺栓紧固后能露出螺母外5—8mm。
锅炉房通风本锅炉房锅炉间设置单独的送排风系统利用竖井自然进风在地面以上泄爆窗侧面设置排风机进行机械排风。锅炉间排风机选用防爆风机同时该风机与锅炉间内的燃气泄露自动报警、监测装置连锁。在辅助间设置机械排风系统采用自然进风。风管风管安装时应避免在法兰、测量孔、调节阀等零部件处设置支吊架安装调节阀、蝶阀等调节配件时在通风管道的下列部位设有当空气温度超过70℃时能自动关闭的防火阀穿越防火分区的隔墙和楼板处每层水平风道与竖风道的连接处穿越通风空调机房的隔墙处安装防火阀时应先对其外观质量和动作的灵活性与可靠性进行检验确认合格后再进行安装。防火阀的安装位置必须与设计相符气流方向务必与阀体上标志的箭头相一致严禁反向。防火阀必须单独配置支吊架。风管配件加工参见《全国通用通风管道配件图表》进行加工制作,荆州三十吨节能燃气锅炉改造。
但此时要注意煤的颗粒度的大小颗粒过小时煤一进入炉膛就会被一次风吹至稀相区在稀相区或水平烟道受热面上燃烧而不会使床温有明显地上升。当煤粒径过大时操作人员往往会采用较大的运行风量来保持料层的流化状态否则会出现床料分层床层局部或整体超温结焦这样就会推迟燃烧时间床温下降炉膛上部温度在一段时间后升高。当一次风量增大时会把床层内的热量吹散至炉膛上部而床层的温度反而会下降反之床温会上升。当然一次风量一但稳一般不要频繁调整否则会破坏床层的流化状态所以很多循环流化床锅炉都把一次风量小于某一值作为MFT动作的条件。但在小范围内调节一次风量却仍是调整床温的有效手段。
未来中正锅炉将紧随时代步伐,持续为客户提供更高品质的产品和服务,和用户一起走的更远。




节能燃气锅炉改造
WUXI ZOZEN BOILER Co., Ltd.
江苏无锡宜兴周铁镇分水新达路76号
TEL:18861589027 网站地图

